Artículo publicado en la Revista Empresarial Asomecsa No. 7 www.asomecsa.com
El término
maquinabilidad indica la facilidad o dificultad con la cual se puede mecanizar
un determinado material en cuanto a la vida útil de la herramienta, la
dificultad para controlar las virutas, la posibilidad de conseguir un
mecanizado exacto y un buen acabado de la superficie entre otros factores. La siguiente
gráfica muestra de la maquinabilidad de diversos tipos de materiales usados
habitualmente para la fabricación de todo tipo de piezas.

Gráfica 1. Pirámide de la
Maquinabilidad.
Fuente: Mitsubishi Carbide
Lo
anterior hace que sea muy importante escoger adecuadamente la herramienta a usar
para mecanizar cada tipo de material con el fin de obtener la mejor calidad y
economía en las diferentes operaciones de mecanizado.

La
Organización para la Estandarización Internacional ha clasificado en la norma ISO 513 los materiales en grupos según sus
características básicas de maquinabilidad y las propiedades de dureza y
tenacidad que deben tener los materiales usados para hacer las herramientas
para su mecanizado de tal manera que se adapten a las diferentes condiciones de
corte que se puedan presentar.
Los
materiales a mecanizar se han dividido en seis grupos (P aceros, M Aceros
Inoxidables, K Fundiciones, N Materiales No Ferrosos, S Aleaciones termo
resistentes y H Aceros Endurecidos) y cada grupo se ha subdividido en segmentos
desde el 01 hasta el 50, siendo los segmentos menores los correspondientes a
materiales para herramientas de corte más
duros y por consiguiente mas resistentes al desgaste abrasivo y adecuados para mecanizar
a mayores velocidades de corte y los
segmentos mayores los correspondientes a
materiales para herramientas más tenaces, útiles para mecanizados a bajas
velocidades de corte o en condiciones de corte difíciles por vibraciones, corte
interrumpido o condiciones inestables.

Gráfica 2. Relación material a mecanizar, calidad y
geometría del inserto.
Fuente: Sandvik Coromant.
Para tener un proceso de mecanizado correcto se requiere escoger una calidad de plaquita (grado) y una geometría de rompeviruta adecuada para el material y las condiciones de corte presentes. Por ejemplo, para torneado se pueden presentar las siguientes operaciones de mecanizado: corte acabado con profundidades de corte (Ap) menores a 1 mm, corte ligero con Ap menor a 1,5 mm, corte medio con Ap menor a 4 mm, cortes en desbaste con Ap menores a 7 mm y operaciones de cortes fuerte con Ap mayores a 7 mm en condiciones de corte estables, generales o inestables.

Gráfica 3. Condiciones de corte y
tipos de corte en torneado.
Fuente: Mitsubishi Carbide
Cada
fabricante de herramientas de corte desarrolla en sus insertos una combinación
de rompevirutas y calidad (grado) para cumplir con los requisitos necesarios
según cada operación de mecanizado. Por ejemplo, en la gráfica 4 se muestran los grados disponibles
en insertos de torneado Mitsubishi
Carbide para el mecanizado de aceros y aceros aleados en los diferentes tipos
de materiales disponibles para la fabricación de los mismos (metal duro, metal
duro recubierto por método CVD o PVD, cermet o cermet recubierto) y en la
gráfica 5 vemos la recomendación inicial para el mecanizado de los mismos
materiales según la operación a realizar y las condiciones de corte presentes
en el mecanizado.
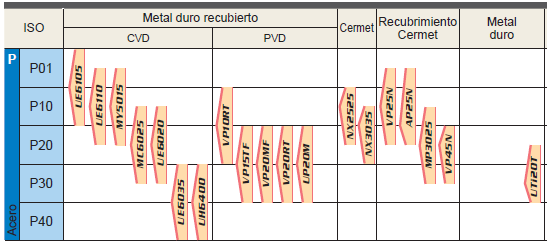
Gráfica 4. Grados Mitsubishi para el
mecanizado de aceros
Fuente: Mitsubishi Carbide
Igualmente
se tienen combinaciones de grados (calidades) que siguen la norma ISO y
rompevirutas para el mecanizado en las diferentes condiciones de corte y
operaciones a realizar para las otras familias de materiales.

Gráfica 5. Recomendación Mitsubishi
Carbide para mecanizado de aceros y aceros aleados según las condiciones de
mecanizado y el tipo de corte.
Fuente: Mitsubishi Carbide.
Una
vez escogida la calidad y el rompeviruta del inserto según el material a
mecanizar, las condiciones de corte (estables, generales o inestables) y la
operación a realizar (acabado, corte ligero, corte medio o desbaste) se procede
a hacer el cálculo de los parámetros de corte adecuados.
En los
catálogos de cada fabricante y en las etiquetas de las cajas de los insertos
están reseñados unos valores de velocidad y avances de referencia. En la
gráfica 6 se muestra un ejemplo de etiqueta donde se especifica el material y
la condición de corte para la cual está diseñado el inserto y unos valores de
referencia para la velocidad de corte y el avance.
Los
valores de la velocidad de corte (Vc) indicados se basan en la Ecuación de
Taylor y corresponden en el valor más alto de Vc a aquel que daría una vida
útil del filo de corte de 15 min para un material P, M o K de referencia con
una dureza de 180 HB y el valor de Vc menor al que daría una vida teórica de 90
min a la misma dureza de referencia. Es necesario hacer compensaciones a esas
velocidades según el material a mecanizar sea más o menos duro y al tiempo
deseado de duración del filo de corte ya que la velocidad de corte es el factor
que más incide en la duración de la vida útil de un inserto. Para determinar los
factores de compensación se recomienda consultar el catalogo del fabricante del
inserto.

Gráfica 6. Ejemplo de etiqueta de
caja de insertos y la información contenida en la misma.
Fuente: Mitsubishi Carbide.
Los
valores de avance (f) dados en la etiqueta se basan para los valores mínimo y máximo del rango de
control de virutas y dependen de la geometría del rompevirutas que posea el
inserto. Se deben tener en cuenta para garantizar que la combinación de avance
(f) y profundidad de corte (ap) permitan el correcto trabajo del rompeviruta en
el control de la misma. En la siguiente gráfica se muestra en la zona sombreada
en verde el rango de control de viruta del rompeviruta MP de Mitsubishi Carbide
para corte medio de aceros al carbono y aceros aleados.

Gráfico 7. Rango de control de viruta rompevirutas MP.
Fuente: Mitsubishi Carbide.
Una vez determinadas la velocidad de
corte según el material a mecanizar y la calidad (grado) del inserto con las
correcciones por dureza del material y vida útil del filo estimada y el avance
según el rango de control de virutas del rompevirutas procedemos a calcular las
RPM y el avance con el cual haremos el mecanizado usando las siguientes
formulas:


Ejemplo de Aplicación.
Se requiere desbastar un eje de 100
mm de diametro por 400 mm de largo de acero Bohler M303 Extra para la
construcción de un eje de una bomba. El
M303 Extra es un acero inoxidable martensitico bonificado con dureza de 300 HB
producido por método PESR para garantizar una mejor resistencia a la corrosión,
mejor pulibilidad, mejor maquinabilidad y mayor tenacidad que otros aceros tipo
AISI 420 – DIN 1.2316 producidos por metodo tradicional y al venir
pre-endurecido en algunas aplicaciones no es necesario someterlo a un
tratamiento termico adicional (se puede endurecer hasta 51/53 HRC). El material
vienen premaquinado y requerimos bajar su diametro de 100 mm a 92 mm usando un
torno en condiciones de corte estables.
Mitsubishi Carbide dispone para el
mecanizado de aceros inoxidables de las siguientes calidades de carburos recubiertas
por método CVD en operaciones de corte ligero, desbaste y desbaste profundo en
condiciones estables, generales e inestables.

Como las condiciones de corte son estables y requerimos mecanizar
4 mm al radio escogemos un inserto TNMG160408-MM MC7015 que para un
inoxidable de referencia con dureza 180
Hb nos recomiendan una velocidad de corte entre 160 y 255 m/min y un avance
entre 0,15 y 0,45 mm/rev para una profundidad de corte de entre 0,7 y 5 mm.
Como el material a mecanizar es prebonificado y viene con
una dureza de 300 HB hacemos la
compensación por dureza y multiplicamos la velocidad recomendada (255 m/min,
vida útil 15 min) por el factor para inoxidables de 300 HB de dureza, el cual
según la siguiente tabla es de 0,64. Entonces la velocidad máxima recomendada
para esa dureza es de 163 m/min = 255 m/min * 0,64.

La velocidad en RPM para la primera pasada sera entonces
usando la siguiente formula de 519 RPM. ( vc = 163 m/min, Dm = 100 mm)

Para el rompevirutas MM de Mitsubishi
se tiene el siguiente rango de control de viruta:

Por lo tanto podemos hacer una pasada
de 3 mm de profundidad de corte a un avance de 0,4 mm/rev y una ultima pasada
de ap = 1 mm con el mismo avance, garantizando que el rompevirutas trabajara en
su rango de control. El avance por minuto sera entonces de 207 mm/min.
En lo posible para una mayor vida
util del inserto deberemos evitar las velocidades de corte muy bajas o muy
altas y para mejorar la productividad podemos disminuir los tiempos de mecanizado
trabajando con los avances y las profundidades de corte mas grandes posibles
para el rompevirutas seleccionado.
Fuentes:
Bohler-Uddeholm Coombia S.A. www.bohlerandina.com
Mitsubishi Carbide.
www.mitsubishicarbide.com
Libro Técnico de Sandvik Coromant.
ISO. Norma 513-2004.
Thanks for sharing, nice post! Post really provice useful information!
ResponderEliminarGiaonhan247 chuyên dịch vụ ship hàng nhật uy tín, giá rẻ cũng như chia sẻ kinh nghiệm cách order taobao về VN giá rẻ.